اگر به تولید زانو به روش سرد علاقمند هستید، یا قصد راه اندازی خط تولید زانو را دارید، پیشنهاد می کنیم حتما این مقاله و ویدیوی موجود در آن را مشاهده کنید. این مقاله همراه با ویدیوی بسیار جذاب از خط تولید زانو می باشد. از انتخاب و برش لوله گازی تا معرفی دستگاه های موجود در این خط لوله، به شما کمک خواهد کرد تا دید بهتری نسبت به تولید این محصول داشته باشید.

در تولید اتصالات گاز, یکی از مهمترین تولیدات, تولید زانو جوشی می باشد. چرا که این محصول نسبت به اتصالات جوشی دیگر در خطوط لوله کشی گاز روکار، لوله کشی گاز توکار و لوله کشی آتش نشانی کاربرد بیشتری دارد. لذا اگر قصد دارید اقدام به تولید این محصول نمایید، مقالات تولید زانو جوشی آریا و راه اندازی خط تولید اتصالات را مطالعه نمایید و سپس اقدام به خرید دستگاه تولید زانو جوشی نمایید.
۲ نوع روش تولید زانو جوشی در شرکت اتصالات گاز آریا جام وجود دارد:
- تولید زانو به روش سرد که اغلب برای زانو درزدار سایز ۱/۲ و ۳/۴ کاربرد دارد.
- تولید زانو به روش گرم، از روش های تولید زانو مانیسمان، زانو درزدار و زانو رده ۴۰ می باشد.
در این مقاله به توضیح ساخت زانو از لوله به روش سرد خواهیم پرداخت و در مقاله تولید زانو به روش گرم به روش دیگری از تولید زانو جوشی پرداخته ایم.
فیلم خط تولید زانو جوشی
توصیه می کنیم ابتدا فیلم کوتاه تولید زانو به روش سرد در خط تولید زانو را مشاهده نمایید.
تولید زانو به روش سرد، اغلب در سایز های کوچک مانند ۱/۲ , ۳/۴ استفاده می گردد. بر خلاف تولید زانو به روش گرم که ساخت زانو از لوله یک سایز پایین تر یا گاهی دو سایز پایین تر تولید می شود، در این روش زانو از لوله با سایز خودش تولید می شود.
تولید زانو به روش سرد در شرکت اتصالات گاز آریا
در شرکت اتصالات گاز آریا، زانوی درزدار سرد به صورت اتوماسیون و بهرهوری بالا تولید می گردد که یکی از بهترین روش ها برای تولید زانو سرد است.
در این مقاله توضیح اجمالی راجع به روش تولید زانو سرد ارائه می گردد.

۹ مرحله ساخت زانو از لوله
- انتخاب لوله مرغوب (اغلب سپاهان گازی)
- فرم دهی زانو با پرس هیدرولیک
- چربی زدایی
- شات بلاست
- پخ زنی دو سر زانو
- رنگ کردن قطعه با رنگ نانو
- مارک زنی
- آزمایش و تست
- بسته بندی
انتخاب مواد اولیه در تولید زانو به روش سرد

مواد اولیه تولید زانو سرد, بستگی به نوع زانویی خروجی دارد. ما دو نوع لوله درزدار و مانیسمان داریم.برای تولید زانو جوشی درزدار, از لوله های درزدار گازی مانند سپاهان یا سپنتا و برای تولید زانو مانیسمان از لوله های مانیسمان استفاده می گردد.
سری مقالات زیر راهنمای بسیار خوبی جهت آشنایی بیشتر با این دو نوع لوله هستند:
- لوله درزدار چیست
- لوله مانیسمان چیست
- تفاوت لوله درزدار و مانیسمان
- رده لوله مانیسمان چیست
- روش تولید لوله های درزدار
- روش تولید لوله مانیسمان بدون درز
آریا جام ارائه دهنده انواع لوله گازی استاندارد با قیمت مناسب می باشد.




فرم دهی زانو جوشی
در نسل های قدیم, برای تولید زانو جوشی, مثلا زانویی درزدار، لوله درزدار به قطعات ۲ برابر زانو برش خورده و پس از عبور از قالب به U تبدیل می گردید . یو حاصل، از وسط نصف میشد و دو زانو جوشی حاصل می گردید .
در نسل جدید تولید زانو جوشی سرد، بر خلاف تصور عموم، پشت یا کمر زانو کشیده نمیگردد، بلکه شکم یا مرکز زانو فشرده می گردد. لذا طول لوله مصرفی، نزدیک به طول ربع دایره خارجی می باشد .
از میان انواع لوله، لوله ۶ متری با برند مناسب انتخاب می گردد. ابتدا لوله با نوعی روان کننده اندود می گردد. این روان کننده می تواند ضد زنگ با کیفیت پایین باشد. ضد زنگ با کیفیت پایین، دارای مل بیشتری بوده و مطلوب تر می باشد. به این علت که قطعات ریز مل داخل ضد زنگ، مانند ساچمه های ریز روی قطعه عمل می نماید.
لوله اندود شده وارد دستگاه زانو زن می گردد .
دستگاه زانو زن در تولید زانو سرد

دستگاه زانو زن مهمترین دستگاه تولید زانو گازی می باشد. دستگاه زانو زن از ۴ بخش اصلی تشکیل گردیده است .
- جک عقب
- جک میانی یا جک عمودی
- سیستم قالب
- برش و اره
جک عقب در دستگاه زانو زن

جک عقب، یک جک افقی و با شفت توخالی میباشد. کار اصلی این جک فشار دادن لوله داخل قالب می باشد. این جک از لحاظ قدرت در این دستگاه رتبه دوم را دارد.
جک میانی یا جک عمودی در دستگاه زانو زن
جک میانی یا جک عمودی، یک جک یک طرفه با شفت تو پر می باشد. پرقدرت ترین جک در این دستگاه، جک میانی می باشد.
این جک که به صورت عمودی نصب گردیده است کار فشردن دو فک یا اصطلاحاً دو گیره به عهده دارد. معمولاً با قدرتی حدود ۲۰۰ الی ۴۵۰ تن کار میکند.
سیستم قالب در دستگاه زانو زن

قالب در انتهای دستگاه نصب گردیده و کار اصلی فرم دهی قطعه زانو جوشی را انجام می دهد. البته خود قالب متشکل از از چند بخش می باشد که مهمترین قسمت آن قسمت ربع دایره در دو تکه و قسمت بوش ورودی است.
بوش ورودی از مهمترین قسمت های طراحی قالب می باشد.
لوله ورودی به سیستم، بر خلاف ظاهر استوانه ای شکل آن، استوانه واقعی نیست. یک چند وجهی منتظم می باشد.
لوله با عبور از یک بوش به یک استوانه واقعی تبدیل می گردد. این عمل باعث می گردد که کار فرم دهی و تقسیم نیروها به صورت همگن روی جداره قطعه صورت گیرد.
قسمت برش و اره در دستگاه زانو زن

دستگاه برش و اره در روش تولید زانو سرد، دارای یک اره متحرک در زاویه عمود می باشد. این اره, توسط یک جک دو طرفه با فرمان میکروسوئیچ انتهایی, عملیات برش را انجام میدهد.
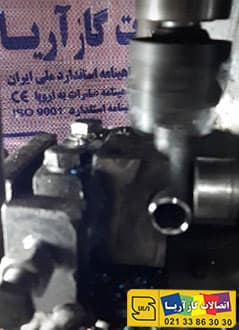
چگونگی فرم دهی زانو جوشی در داخل دستگاه
در تولید زانو به روش سرد، لوله که توسط ضد زنگ اندود گردیده است، از میان دو فک که هر کدام نیم استوانه هستند عبور میکند.
جک میانی با قدرت حدود ۳۵۰ الی ۴۵۰ تن ، دو قطعه بالا و پایین فک را به هم فشرده نگه میدارد. پس از رسیدن به یک قدرت تعریف شده، سوئیچ فرمان داده و جک عقب، رو به غالب حرکت مینماید. این حرکت مجموعه جک میانی و فک و لوله را به سمت قالب هل میدهد.
سر لوله از داخل بوش که بخش ابتدایی قالب است عبور کرده و پس از تبدیل شدن به استوانه و تغییر جزئی سایز، وارد قسمت فرم دهنده قالب می گردد.
ورودی قالب کمی گشادتر و خروجی قالب تنگ تر از سایز لوله می باشد. لوله پس از عبور از قالب فرم گرفته و خارج میشود. میزان زاویه زانو که می تواند زانو ۴۵ درجه یا زانو جوشی ۹۰ درجه باشد از روی طول حرکت جک عقب منتج میشود.
چربی زدایی در تولید زانو سرد
پس از تولید زانو سرد، زانو خارج شده از دستگاه جهت عملیات تکمیلی و آماده سازی برای جوش و نصب یا ارائه به بازار به قسمت آماده سازی کارخانه اتصالات گاز آریا منتقل می گردد .
در این قسمت زانو که به شدت چرب و کثیف می باشد، توسط خاک اره یا قطعات کارتن ضایعاتی، وارد یک دستگاه دوار می گردد. طی ۴۵ دقیقه الی یک ساعت، زانوها در اثر سایش به هم و ماده پاک کننده، چربی و کثیفی خود را از دست می دهند.
قطعه به بخش بعدی منتقل می گردد.
عملیات سند بلاست یا شات بلاست در تولید زانو سرد
در تولید زانو سرد، قطعه آماده شده وارد دستگاه شات بلاست شده و پس از ۱۵ الی ۲۰ دقیقه و با شلیک قطعات بسیار ریز ماسه، تمیز کاری نهایی صورت میگیرد. این قطعات به قسمت بعد منتقل می شوند.
پخ زنی دو سر زانو
توسط دستگاه تراش اتوماتیک، دو سر قطعه پخ ۳۰ درجه میخورد. این عمل جهت نفوذ جوش بهتر، در هنگام جوشکاری به قطعات مجاور صورت می گیرد.
زاویه پخ، اثر زیادی در نفوذ جوش و وصول کیفیت بالای جوش دارد.
رنگ کاری
زانو تولید شده به روش سرد، توسط نوعی رنگ نانو پوشش داده میشود. این نوع رنگ به هیچ عنوان مانع جوشکاری نمی باشد. توجه فرمایید که در صورت انتخاب رنگ نامناسب، یا استفاده از ضخامت رنگ بالا در اتصال و جوشکاری قطعه دچار اشکال خواهیم بود .قطعات رنگ شده به قسمت بعدی منتقل می گردند.
مارک زنی
طبیعی است در تولید اتصالات جوشی گاز ،مانند تولید زانو به روش سرد در شرکت معتبری مانند اتصالات گاز آریا ، بودن نشان تولید و نیز نشان استاندارد، مایه اعتماد گروه های تاسیساتی و مهندسین ناظر گاز می باشد.
لذا قطعات توسط دستگاه اتوماتیک چاپ مارک و مشخصات خورده و نشان استاندارد اضافه می شود. تولید زانو به روش سرد در آریا به بهترین شکل صورت میگیرد.
آزمایش و تست
پس از تولید زانو به روش سرد، طبق ضوابط استاندارد جمهوری اسلامی ایران، تمامی قطعات پس از تولید از QC یا کنترل فنی کارشناسان شرکت آریا عبور می نمایند .
از آنجا که محصولات لوله کشی دارای تست تخریبی می باشند، لذا به صورت رندوم و با دوره های زمانی کوتاه، نمونه انتخاب شده به آزمایشگاه رفته و پس از انجام آزمایشهای مناسب اجازه نهایی شدن تولید صادر می گردد.
نکته: محصولات زانو جوشی گاز با تست تخریبی تست می گردند. یعنی یک سر لوله مسدود گردیده و با جوشکاری و فشار هیدرولیک بالا تست می گردند. لذا قطعه تست شده دیگر قابل استفاده نمی باشد.
به همین علت، قطعات به صورت رندم تست می گردند .
نتایج آزمون تست محصولات گاز زانو جوشی آریا
زانو سرد تولید شده در شرکت آریا در دوره های ۲۰ روزه به آزمایشگاه متالوژی رازی ارسال می گردد و فرم ها و نتایج تست در سایت شرکت آریا و در سایت اداره استاندارد جمهوری اسلامی ایران بار گذاری می گردد.
برای مشاهده نتایج تست و ازمون محصولات آریا به ” نتایج آزمون و تست محصولات ” مراجعه نمایید.
بسته بندی

پس از تولید زانو به روش سرد، محصولات آماده شده به قسمت بسته بندی، که یکی از نقاط قوت شرکت اتصالات گاز آریا می باشد، منتقل میگردد.
زانو جوشی بسته به نوع مانیسمان یا درزدار در دو گروه بسته بندی قابل ارائه می باشد.
تجربه سالیان طولانی، نشان داده که گاهی اوقات در فروشگاه ها و امور تاسیسات ،دو نوع کالا دچار اشتباه انتخاب کارگری می گردد.
لذا در شرکت اتصالات گاز آریا این دو گروه با نوع بسته بندی متفاوت ، جداسازی گردیده است.
قیمت اتصالات جوشی مانیسمان را از اینجا جویا شوید: اتصالات جوشی مانیسمان
پلاک آبی
کلیه محصولات درزدار (درز جوش ) شرکت آریا از جمله زانو جوشی گاز با کیسه قرمز و پلاک آبی رنگ ارائه می گردد .
پلاک قرمز
کلیه اتصالات جوشی مانیسمان بدون درز از جمله زانو جوشی بدون درز، در این شرکت در کیسه های قرمز و پلاک قرمز به بازار ارائه می گردد.
پلاک سفید
پلاک سفید نشان دهنده تولید زانو به روش سرد می باشد. زانوهای درزدار تولید شده به روش سرد در سایز ۱/۲ و ۳/۴ اتصالات گاز آریا دارای پلاک سفید هستند.

بچه بسته
پس از اتمام ساخت زانو از لوله، نوبت بسته بندی محصول است.
جهت راحت بودن ارائه کالا به مشتریان خود، تمامی کیسه ها دارای بچه بسته یا کیسه فرعی می باشند.
به این صورت که هر کیسه بزرگ شامل ۴ بچه بسته یا کیسه فرعی می باشند.
این کیسه ها از جنس پلی اتیلن بوده و کالای داخل محصول به راحتی قابل ملاحظه می باشد.
ضمناً محصولات مانیسمان بدون درز دارای چاپ قرمز بوده و محصولات درزدار دارای چاپ آبی می باشند.
چه سایزهایی از زانو جوشی گازی به روش سرد تولید می گردد؟
برای دانستن این موضوع باید مزیت و معایب تولید زانو به روش سرد را بدانیم و کمی بیشتر نسبت به تولید زانو به روش سرد آگاهی داشته باشیم.
معایب تولید زانو به روش سرد : در روش سرد زانو تولید شده دارای گوشت و جداره یکنواخت نمیباشد و ضخامت زانو در داخل یا اصطلاحاً شکم زانو ،ضخیم تر میباشد.
مزیت تولید زانو به روش سرد : مزیت این روش در سرعت بالا و هزینه تولید پایین می باشد.
از آنجایی که تلورانس ضخامت و ضخیم تر بودن داخل لوله در سایز ۱/۲ و سایز ۳/۴ اینچ کمتر به چشم میخورد ، لذا فقط این دو سایز از زانو جوشی به روش سرد تولید می گردد.
آریا جام تولید کننده اتصالات گازی و ارائه دهنده ۰ تا ۱۰۰ لوازم لوله کشی ساختمان و لوله کشی آتش نشانی می باشد.
اگر قصد شروع به کار در حوزه لوله کشی گاز را دارید، علاوه بر مطالعه ” مراحل گرفتن جواز کسب لوله کشی گاز ” می توانید از مقالات ” لوازم لوله کشی ساختمان ” و دیگر مقالات موجود در دسته ” لوله کشی ساختمان ” نیز بهره مند شوید.
تولید کننده زانو جوشی سرد و گرم در ایران
آریا جام تولید کننده انواع زانو جوشی درز زیر گروه های زیر می باشد:
- زانو جوشی درزدار در ۳ زیر گروه:
- زانو جوشی مانیسمان :
- زانو جوشی رده ۴۰ :
سوال و جواب های متداول در مورد تولید زانو جوشی:
روش های تولید زانو جوشی چیست؟
زانو جوشی در کارخانه های تولید زانو، به دو روش گرم و سرد تولید می گردد.
تفاوت روش گرم و سرد در تولید زانو جوشی چیست؟
روش گرم برای تمامی سایزهای زانو و روش سرد، اغلب در سایز های کوچک مانند ۱/۲ و ۳/۴ استفاده می گردد.
در تولید زانو به روش سرد، از روش هیدرو فرمینگ استفاده گردیده و بدون گرم کردن قطعه لوله و با عبور لوله از داخل یک قالب توخالی که روی لوله را در بر می گیرد، فرم می گیرد.
درتولید زانو به روش گرم، لوله به قطعات مناسب برش می خورد. پس از اینکه در کوره سرخ می گردد، از روی قالبی که به شکل مچ دست میباشد، عبور مینماید.
فرم گرفته تغییر سایز میدهد و از قالب خارج میشود.
ضمناً نوع فولادی که برای قالب زانو گرم استفاده میشود، از نوع فولاد گرمکار می باشد.
در کارخانه آریا جام، کدام یک از انواع زانو جوشی تولید می گردد؟
آریا جام تولید کننده زانو جوشی درزدار، زانو مانیسمان رده ۲۰ و زانو رده ۴۰ به روش گرم از سایزهای ۱/۲ الی ۸ اینچ می باشد. همچنین تولید کننده زانو سرد درزدار در دو سایز ۱/۲ و ۳/۴ می باشد.
امیدواریم از مقاله تولید زانو به روش سرد لذت برده باشید. نظرات خود در مورد ساخت زانو از لوله را در قسمت دیدگاه ها با ما در میان بگذارید.
با تشکر از اینکه سایت رسمی تولید کننده اتصالات جوشی آریا جام را انتخاب کردید.
نیاز به لوله و اتصالات جوشی و ملزومات لوله کشی گاز دارید؟ به بخش لیست قیمت اتصالات مراجعه فرمایید.
در صفحه قیمت اتصالات، می توانید از قیمت اتصالات مانیسمان و قیمت لوله گاز مانیسمان برای لوله کشی گاز توکار و لوله کشی آتش نشانی مطلع شوید.
میدانستید برای لوله کشی گاز فشار قوی ، خرید اتصالات فشار قوی استاندارد، تضمین کننده جان و مال مصرف کننده و تضمین کننده اعتبار پیمانکار ساختمان می باشد؟
آریا جام تولید کننده اتصالات فشار قوی استاندارد با برند بنکار آریا می باشد. تمامی اتصالات فشار قوی این کارخانه، دارای حک استاندارد می باشد.
برای لوله کشی گاز روکار ، نیاز به اتصالات لوله سیاه و اتصالات درزدار دارید؟ قیمت لوله گاز روکار و قیمت اتصالات جوشی درزدار آریا را ببینید و با تخفیف خوب خریداری کنید!
پایین بودن قیمت اتصالات ، در کنار بالا بودن کیفیت و مشتری مداری، از مهمترین علت محبوبیت شرکت آریا می باشد. در کنار تمامی این مزایا، آریا تمامی تولیدات خود را گارانتی مادام العمر کرده است تا با خیال راحت اقدام به خرید لوازم لوله کشی ساختمان نمایید.
میدانستید آریا به عنوان نمایندگی لوله سپاهان و دیگر برندهای معتبر لوله گازی، ارائه دهنده لوله سپاهان گاز، لوله api ، لوله رده ۴۰ ، لوله گازی روکار سنگین، لوله مانیسمان رده ۲۰ می باشد.
خرید عمده لوله گاز از کارخانه های بسیار معتبر تولید لوله، جهت تولید اتصالات جوشی گاز و نظارت بالا بر کیفیت لوله های خریداری شده، باعث شده تا خریداران این مجموعه با خیال راحت اقدام به خرید لوله گازی استاندارد با قیمت مناسب نمایند. لذا شاهد حجم بالای خرید و فروش لوله گازی در این مجموعه هستیم.
در کارخانه تولید اتصالات جوشی آریا، اتصالات لوله گاز فلزی اعم از اتصالات جوشی درزدار، اتصالات جوشی مانیسمان، اتصالات جوشی رده ۴۰، اتصالات سیاه دنده ای و انواع بست لوله تولید می گردد. قیمت تمامی این محصولات در صفحه لیست قیمت لوله و اتصالات موجود می باشد.
هر آنچه در حوزه لوله کشی گاز اعم از لوله کشی گاز توکار، لوله کشی گاز روکار، لوله کشی آتش نشانی و لوله کشی فشار قوی بخواهید، با کیفیت بالا و قیمت مناسب فراهم است.
کافی است با شماره ۰۲۱۳۳۸۶۳۰۳۰ در ساعات کاری ما تماس بگیرید. یا با واتساپ شرکت ۰۹۳۹۳۸۶۱۵۵۸ در ارتباط باشید.
در قسمت وبلاگ سایت، می توانید اطلاعات جامعی راجع به تولید لوله و اتصالات بیابید.
ویدیوهای صنعتی در حوزه تولید، در صفحه اینستاگرام آریاپایپ قابل مشاهده می باشد.











