اگر به تولید زانو به روش گرم علاقمند هستید، یا قصد راه اندازی خط تولید زانو را دارید، پیشنهاد می کنیم حتما این مقاله و ویدیوی موجود در آن را مشاهده کنید. این مقاله همراه با ویدیوی بسیار جذاب از خط تولید زانو می باشد. از انتخاب و برش لوله گازی تا معرفی دستگاه های موجود در این خط لوله، به شما کمک خواهد کرد تا دید بهتری نسبت به تولید این محصول داشته باشید.

در تولید اتصالات گاز, یکی از مهمترین تولیدات, تولید زانو جوشی می باشد. چرا که این محصول نسبت به اتصالات جوشی دیگر در خطوط لوله کشی گاز روکار، لوله کشی گاز توکار و لوله کشی آتش نشانی کاربرد بیشتری دارد.
لذا اگر قصد دارید اقدام به تولید این محصول نمایید، مقالات تولید زانو جوشی آریا و راه اندازی خط تولید اتصالات را مطالعه نمایید و سپس اقدام به خرید دستگاه تولید زانو جوشی نمایید.۲ نوع روش تولید زانو جوشی در شرکت اتصالات گاز آریا جام وجود دارد:
- تولید زانو به روش سرد که اغلب برای زانو درزدار سایز ۱/۲ و ۳/۴ کاربرد دارد. برای آشنایی بیشتر به مقاله ” تولید زانو سرد “مراجعه فرمایید.
- تولید زانو به روش گرم، از روش های تولید زانو مانیسمان، زانو درزدار و زانو رده ۴۰ می باشد.
فیلم خط تولید زانو جوشی
توصیه می کنیم ابتدا فیلم کوتاه روش تولید زانو گرم در خط تولید زانو را مشاهده نمایید.
در صورتی که تولید کننده اتصالات گازی هستید، جهت داشتن بهترین کیفیت تولید زانو به روش گرم، نکات فنی انتهای مقاله را حتما مطالعه نمایید.
۱۰ مرحله تولید زانو گرم
- انتخاب لوله مرغوب برای تولید زانو به روش گرم
- برش لوله
- فرم دهی لوله با قالب داخل کوره
- فوج و پرس
- شات بلاست
- ماشین کاری
- رنگ کاری با رنگ نانو
- مارک زنی
- آزمایش و تست
- بسته بندی

انتخاب لوله مرغوب برای تولید زانو به روش گرم
برای تولید زانو گرم مانیسمان از لوله های مانیسمان یا بدون درز و برای تولید زانو گرم درزدار از لوله های درزجوش استفاده می گردد.
در روش تولید زانو به روش گرم، زانو از لوله یک سایز پایین تر یا گاهی دو سایز پایین تر تولید می شود.
سری مقالات زیر راهنمای بسیار خوبی جهت آشنایی بیشتر با این دو نوع لوله هستند:
- لوله درزدار چیست
- لوله مانیسمان چیست
- تفاوت لوله درزدار و مانیسمان
- رده لوله مانیسمان چیست
- روش تولید لوله های درزدار
- روش تولید لوله مانیسمان بدون درز
- تشخیص لوله مانیسمان
آریا جام ارائه دهنده انواع لوله گازی استاندارد با قیمت مناسب می باشد.




برش لوله برای تولید زانو به روش گرم
برای تولید زانو به روش گرم، انواع لوله به اندازه های محاسبه شده، برش می خورد. به دلایل فنی، باید لوله بصورت دوار برش بخورد و برش اره ای صلاح نیست. علت هم عمود بودن برش بر محور لوله است.

فرم دهی لوله با قالب داخل کوره در تولید زانو به روش گرم
لوله های برش خورده، مانند دانه های تسبیح وارد شفت قبل از قالب می شود. انتهای شفت به قالب فولادی داخل کوره منتهی می گردد.
جکی انتهای شفت را نگه داشته و قطعه های استوانه ای را به سمت قالب داخل کوره فشار می دهد.
هنگام تولید زانو به روش گرم، در داخل کوره قطعه سرخ شده، افزایش سایز می دهد، تغییر فرم داده و از کوره خارج می شود.

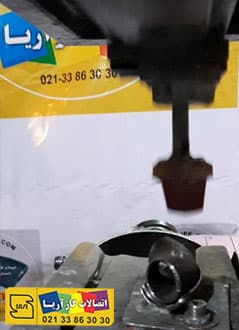
فوج و پرس
مرحله بعدی تولید زانو به روش گرم، فوج و پرس می باشد تا دهانه زانویی کاملا گرد شود.
چربی زدایی
پس از تولید زانو گرم، زانو خارج شده از دستگاه جهت عملیات تکمیلی و آماده سازی برای جوش و نصب یا ارائه به بازار به قسمت آماده سازی کارخانه اتصالات گاز آریا منتقل می گردد .
در این قسمت زانو که به شدت چرب و کثیف می باشد، توسط خاک اره یا قطعات کارتن ضایعاتی، وارد یک دستگاه دوار می گردد. طی ۴۵ دقیقه الی یک ساعت، زانوها در اثر سایش به هم و ماده پاک کننده، چربی و کثیفی خود را از دست می دهد و سپس طعه به بخش بعدی منتقل می گردد.
عملیات سندبلاست یا شات بلاست
در تولید زانو گرم، قطعه آماده شده وارد دستگاه شات بلاست شده و پس از ۱۵ الی ۲۰ دقیقه و با شلیک قطعات بسیار ریز ماسه، تمیز کاری نهایی صورت میگیرد. این قطعات به قسمت بعد منتقل می شوند.
ماشین کاری یا پخ زدن
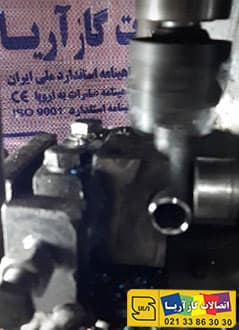
توسط دستگاه تراش اتوماتیک، دو سر قطعه پخ ۳۰ درجه میخورد. این عمل جهت نفوذ جوش بهتر، در هنگام جوشکاری به قطعات مجاور صورت می گیرد.
زاویه پخ، اثر زیادی در نفوذ جوش و وصول کیفیت بالای جوش دارد.
رنگ کاری
زانو تولید شده به روش گرم، توسط نوعی رنگ نانو پوشش داده میشود. این نوع رنگ به هیچ عنوان مانع جوشکاری نمی باشد. توجه فرمایید که در صورت انتخاب رنگ نامناسب، یا استفاده از ضخامت رنگ بالا در اتصال و جوشکاری قطعه دچار اشکال خواهیم بود .قطعات رنگ شده به قسمت بعدی منتقل می گردند.
مارک زنی
در تولید زانو به روش گرم در شرکت معتبری مانند اتصالات گاز آریا، بودن نشان تولید و نیز نشان استاندارد، مایه اعتماد گروه های تاسیساتی و مهندسین ناظر گاز می باشد.
لذا قطعات توسط دستگاه اتوماتیک چاپ مارک و مشخصات خورده و نشان استاندارد اضافه می شود.
آزمایش و تست
پس از تولید زانو به روش سرد، طبق ضوابط استاندارد جمهوری اسلامی ایران، تمامی قطعات پس از تولید از QC یا کنترل فنی کارشناسان شرکت آریا عبور می نمایند .
از آنجا که محصولات لوله کشی دارای تست تخریبی می باشند، لذا به صورت رندوم و با دوره های زمانی کوتاه، نمونه انتخاب شده به آزمایشگاه رفته و پس از انجام آزمایشهای مناسب اجازه نهایی شدن تولید صادر می گردد.
نکته: محصولات زانو جوشی گاز با تست تخریبی تست می گردند. یعنی یک سر لوله مسدود گردیده و با جوشکاری و فشار هیدرولیک بالا تست می گردند. لذا قطعه تست شده دیگر قابل استفاده نمی باشد.
به همین علت، قطعات به صورت رندم تست می گردند .
نتایج آزمون تست محصولات گاز زانو جوشی آریا
زانو سرد تولید شده در شرکت آریا در دوره های ۲۰ روزه به آزمایشگاه متالوژی رازی ارسال می گردد و فرم ها و نتایج تست در سایت شرکت آریا و در سایت اداره استاندارد جمهوری اسلامی ایران بار گذاری می گردد.
برای مشاهده نتایج تست و ازمون محصولات آریا به ” نتایج آزمون و تست محصولات ” مراجعه نمایید.
بسته بندی

محصولات آماده شده به قسمت بسته بندی، منتقل میگردد.
زانو جوشی بسته به نوع مانیسمان یا درزدار در دو گروه بسته بندی قابل ارائه می باشد.
تجربه سالیان طولانی، نشان داده که گاهی اوقات در فروشگاه ها و امور تاسیسات، دو نوع کالا دچار اشتباه انتخاب کارگری می گردد.
لذا در شرکت اتصالات گاز آریا، این دو گروه با نوع بسته بندی متفاوت، جداسازی گردیده است.
پلاک آبی
بعد از تولید زانو گرم درزدار، این نوع از زانو در کیسه های قرمز و پلاک آبی ارائه می گردد.
پلاک قرمز
بعد از تولید زانو گرم بدون درز، این نوع از زانو در کیسه های قرمز و پلاک قرمز ارائه می گردد.
پلاک سفید
پلاک سفید نشان دهنده تولید زانو به روش سرد می باشد. زانوهای درزدار سایز ۱/۲ و ۳/۴ اتصالات گاز آریا دارای پلاک سفید هستند.

بچه بسته
جهت راحت بودن ارائه کالا به مشتریان خود، تمامی کیسه ها دارای بچه بسته یا کیسه فرعی می باشند. به این صورت که هر کیسه بزرگ شامل ۴ بچه بسته یا کیسه فرعی می باشند. این کیسه ها از جنس پلی اتیلن بوده و کالای داخل محصول به راحتی قابل ملاحظه می باشد. ضمناً محصولات مانیسمان بدون درز دارای چاپ قرمز بوده و محصولات درزدار دارای چاپ آبی می باشند.
اگر قصد شروع به کار در حوزه لوله کشی گاز را دارید، علاوه بر مطالعه ” مراحل گرفتن جواز کسب لوله کشی گاز ” می توانید از مقالات ” لوازم لوله کشی ساختمان ” و دیگر مقالات موجود در دسته ” لوله کشی ساختمان ” نیز بهره مند شوید.
توضیحات تکمیلی و نکات کاربردی مهم در تولید زانو به روش گرم
تولیدکنندگان و همکارانی که تمایل دارید با ارائه کیفیت بالا و دقت تولید، به محصولات رقابتی خوبی دست یابید، مطالب زیر را حتما بخوانید.
مطالب زیر برآمده از از ۲۱ سال تجربه تولید گروه تولیدی شرکت اتصالات جوشی آریا جام می باشد.
توصیه می گردد به تک تک نکات توجه فرمایید. هر یک از نکات، می تواند اثر جدی در کاهش تلفات و ضایعات در تولید زانو به روش گرم، داشته باشد.
نکات فنی در انتخاب لوله مناسب در تولید زانو به روش گرم
انتخاب لوله مناسب، مهمترین عنصر اثرگذار در کیفیت تولید زانو جوشی می باشد.
یکی از نکات بسیار مهم در ارائه کیفیت بالای زانوی گرم، انتخاب نوع لوله می باشد.

شرکت های تولید کننده لوله به شرح زیر می باشند:
- شرکت لوله و پروفیل سپاهان
- شرکت لوله و پروفیل سپنتا
- شرکت لوله و پروفیل کیهان
- شرکت لوله و پروفیل ساوه
- شرکت لوله و پروفیل آریاوا
- شرکت لوله و پروفیل کچو
- شرکت لوله و پروفیل کیان پرشیا
توجه فرمایید که شما به عنوان یک تولید کننده، نباید مانند یک کاسب، با واسطه از این کارخانجات خرید نمایید. به بخش فنی و کنترل کیفی این کارخانجات متصل شوید و در هر سفارش عنوان کنید که جهت اتصالات گاز نیاز دارید.
علت آن است که این کارخانه جات مخصوصاً طی سال های اخیر به دلیل کمبود ورق، از انواع مختلف ورق های موجود در بازار، چه وارداتی و چه تولید داخل استفاده می نمایند.
تنها ورقی که همیشه بدون دردسر در تولید اتصالات جواب خوبی داده است، ورق فولاد مبارکه می باشد.
برخی از کارخانجات گاهی اوقات به جای ورق فولاد مبارکه، از فولاد اهواز یا فولاد وارداتی کشور روسیه یا اوکراین استفاده می نمایند. با اینکه ورق روس از کیفیت بالایی در جهان برخوردار است، متاسفانه به خاطر شرایط تحریم، شرکتهای ارسال کننده لوله به ایران، انواع نامرغوب لوله را صادر می نمایند. لذا ورق روسی که در ایران مشاهده میکنید، همیشه دارای تلرانس ضخامت بالایی می باشد.
بهترین کارخانجات تولیدی لوله در ایران، که میتواند حتی سپاهان یا آریاوا باشد، در صورتی که از ورق فولاد مبارکه استفاده نکند، نمیتواند به کیفیت جوش مطلوبی دست یابد.
چرا ورق فولاد مبارکه در تولید لوله درزدار، از جوش مناسب تری برخوردار می گردد؟
ورق فولاد مبارکه از کمترین تلرانس یا نوسان ضخامت در طول ورق برخوردار است. علت هم روش تولید میباشد.
روش تولید لوله از ورق فولاد مبارکه
ورق که به صورت نوار برش خورده است، توسط چندین غلطک، طی چندین و چند عملیات پشت سرهم ذره ذره لول شده و به یک استوانه تبدیل میگردد. این استوانه پس از ورود و خروج از غلطک های نهایی، به یک ورق لوله شده تبدیل می گردد.
دو سر ورق با فاصله حدود ۳ میلی متر از هم قرار میگیرد. این عملکرد باعث نفوذ جوش کافی به داخل لوله می گردد. حال این فاصله توسط رگلاژ غلطک ها صورت می گیرد. رگلاژ غلطک با ضخامت تعریف شده مثلاً ۳ میلیمتر ورق اندازه دریافت کرده است.
دقت کنیم اگر این ضخامت ۳ میلیمتر، در جاهایی از جداره ورق مثلاً به سه و دو دهم میلی متر افزایش یابد، باعث میگردد که گپ یا فاصله طراحی شده در محل جوش کمتر گردد. در این حالت نفوذ کافی نمیکند.
خلاف این موضوع زمانی است که جداره ورق به جای ۳ میلی متر، مثلاً ۲.۹ میلیمتر شود. در این صورت فاصله بیشتر از حد استاندارد شده و لذا جوش دچار نفوذ زیادی به داخل لوله شده و در بیرون لوله شما شیار خواهید دید. همین دو اثر می تواند به شدت در پاره شدن جوش در هنگام گرم شدن و کشیده شدن در داخل کشور به هنگام فرم دهی اثر گذارد.

شما با انتخاب لوله با ورق فولاد مبارکه، حداقل نیمی از دردسر های روش تولید زانو گرم را کم کرده اید.
در بازرسی چشمی از لوله نیز میتوانید از میزان نفوذ یکنواخت جوش به داخل لوله، عدم وجود برآمدگی یا گرد ماهی در روی جوش و عدم وجود شیار یا فرورفتگی در محل جوش در کل طول لوله، اطلاع یابید.
توصیه میکنیم بیشتر لوله مورد نیاز خود در تولید زانو گرم را از شرکت لوله و پروفیل سپاهان استفاده نمایید. شرکت لوله و پروفیل سپاهان، به علت نزدیکی فاصله به فولاد مبارکه و نیز داشتن سهمیه های کافی در شرکت فولاد مبارکه، به ندرت از ورق های غیر مبارکه استفاده می نماید. همین عملکرد اثر زیادی در کیفیت بالای این محصولات دارد.
در اتصالات جوشی آریا جام، تمامی لوله های مورد استفاده در صنعت تولید زانو به روش گرم، از شرکت سپاهان خریداری می گردد. با آن که لوله های شرکت سپاهان، گرانتر از لوله سازی های دیگر می باشد. در اینصورت، کاهش ضایعات و راندمان بالای کار جبران کننده هزینه خواهد بود.
نکات فنی ماشین آلات تولید زانو گرم
دانشتن نکات فنی در مورد دستگاه های تولید زانو به روش گرم، باعث افزایش راندمان تولید و کاهش ضایعات در تولید خواهد بود.
دستگاه مندریل در تولید زانو گرم
در تولید زانو گرم شما از دستگاه مندریل استفاده میکنید. این دستگاه شامل یک یا دو شفت می باشد که قطعات را به داخل کوره حرکت میدهد. در شرکت اتصالات جوشی آریا، تمام دستگاه های تولید زانو گرم از دو شفت موازی استفاده می نمایند.

در این حالت عملاً با حرکت جک به سمت کوره تعداد تولید دو برابر میباشد.
از نکات بسیار بسیار مهم علاوه بر طراحی وضعیت کوره و عصایی، سرعت و میزان حرکت قطعات به سمت کوره می باشند. این سرعت بسته به ضخامت لوله و آنالیز مواد قطعات، تغییر می نماید. اگر سرعت حرکت زیادی باشد، قطعات روی هم سوار می گردند و در صورتی که سرعت حرکت پایین باشد، ممکن است قطعات دچار پارگی گردند.
طراحی کوره در تولید زانو به روش گرم
نکته دیگر که در بحث فنی تولید اتصالات و مخصوصاً روش تولید زانو گرم باید توجه فرمایید، طراحی کوره میباشد.
در نسلهای قدیم تولید زانو به روش گرم، از کوره حرارتی با گرمایش گاز استفاده می گردید. امروزه شما می توانید از کورههای القایی استفاده نمایید. کوره القایی، گرمایش کاملاً یکنواختی را در محل قطعه ایجاد مینماید. ضمناً به راحتی با تغییر آمپر، می توانید به دمای مناسبی در کوره دست سابید.
مزیت دیگر آن کنترل دمای بسیار دقیق می باشد. در استفاده از مشعل گازی کمی تغییر یعنی افزایش یا کاهش نیازمند چندین حرکت آزمون و خطا می باشد. ولی در کوره القایی با یک ولوم ساده که ناشی از تغییر جریان با کمک یک مقاومت جانبی می باشد، می توانید به دمای مطلوب برسید.

اپراتور دریافت کننده قطعه
نکته فنی دیگر در بحث تولید زانو به روش گرم، سرعت عمل اپراتور دریافت کننده قطعه فرم گرفته می باشد. زمانی که قطعه از کوره بیرون میافتد، تا زمانی که قطعه را زیر فورج قرار میدهد، سرعت عمل اپراتور مهم می باشد.
اپراتور دستگاه موظف است در حداقل زمان، در حالی که قطعه هنوز کاملاً سرخ است با ابزاری که شما طراحی کردهاید، قطعه را زیر فشار قرار داده و دهانه زانو را گرد نماید.

دستگاه تولید زانو گرم طوری طراحی گردیده است که قطعات لوله که تغییر فرم داده و به شکل زانویی ۹۰ درجه از کوره خارج می گردند، به هیچ عنوان دارای دهانه گرد نمی باشند.
این عملکرد در تولید زانو گرم باعث میگردد که جداره زانو در تمام طول قطعه یکنواخت تر گردد. ….. قطعه را یکبار در محل پرس فورج قرار دهید. این عملکرد میتواند دهانه زانو را کاملاً گرد نماید.
دستگاه پرس هیدرولیک
در شرکت اتصالات جوشی آریا گرد کردن دهانه زانو، توسط دو قطعه که از بالا و پایین توسط یک پرس هیدرولیک فشرده میگردند، صورت می گیرد.
در هر مرحله که بالا یا پایین می آید، با فشرده کردن قطعه سرخ شده، لایههایی از زانو یا قطعه فولادی، در محل قالب فورج فرو می ریزد.

این عملکرد باعث می گردد که زمانی که شما قطعه جدید را در این محل قرار میدهید، ضایعات و خرده های فولاد که در محل قالب وجود داشت، روی زانو اثر می گذارد. لذا با یک قلم یا یک دستگاه کمپرسور، باید بعد از هر قطعه، یک بار محل بستر قالب را دمیده و عاری از نخاله و ضایعات نمایید.
دستگاه ماشینکاری در تولید زانو گرم
شرکت اتصالات گاز آریا در تولید زانو به روش گرم دقت ویژهای در خروجی زانو و ۹۰ درجه بودن زانوها می نماید. مهمترین عملکرد زانو، گردش ۹۰ درجه مسیر لوله می باشد.
یکی از اشکالات مهمی که در اجرای لوله کشی گاز توکار یا لوله کشی آتش نشانی اتفاق می افتد، آن است که دو لبه زانو که خود دو صفحه را تشکیل می دهند به هم عمود نمی باشد. عملاً زانو ۹۰ درجه واقعی نبوده و مثلاً ۸۹ درجه می باشد. درست یک درجه! در ظاهر به نظر ممکن است ناچیز بیاید. اما زمانی که لوله به دو سر زانو جوش میخورد و طول بیشتری را تامین می نماید، این ناگونیا بودن میتواند اثر منفی بسیاری در عملکرد کیفیت لوله کشی داشته باشد.
مهندسین شرکت آریا توانستند با طراحی دستگاه هایی که دو سر زانو را همزمان ماشینکاری می نماید، این مسئله فنی را به بهترین حالت حل نمایند.
عملکرد دستگاه تولید زانو به روش گرم آریا به صورت زیر است:
قطعه توسط اپراتور در یک محل فیکس میگردد.
پیک کردن قطعه با یک جک پنوماتیک صورت میگیرد.
دو شفت عمود به هم، که هر یک ابزار تراش در سر دارد، رو به هم حرکت می نماید.
این حرکت به صورت دو مسیر عمود بر هم می باشد. لذا اجازه هیچ گونه خطایی را به قطعه نمیدهد.
فوت کوزه گری در تولید زانو جوشی
یکی از نکات بسیار فنی یا فوت کوزه گری که به جرات میتوانیم بگوییم که فقط در شرکت اتصالات جوشی و اتصالات گازی آریا به آن پرداخته میشود، سره زانو است. اما سره زانو چیست؟ سره زانو که یک ایراد در تولید زانو گرم محسوب میشود، زمانی اتفاق میافتد که دو لبه زانو به هم عمود هستند، اما یک بال زانو از بال دیگر بلندتر می باشد.
زمانی که زانوی ماشینکاری شده و تولید شده را در محل گونیا قرار میدهید، زانو گونیا است. اما زمانی که قطعه را ۹۰ درجه میچرخاند، ارتفاع محل اثر زانو در گونیا تفاوت مینماید. مثلاً از یک طرف ارتفاع زانو ۵۶ میلیمتر از و از یک طرف دیگر ۵۲ میلیمتر است. در این حالت اصطلاحاً میگوییم که زانو ۴ میلی متر سره دارد.
این ضعف را نیز مهندسین شرکت اتصالات گاز آریا با دستگاه تمام اتوماتیک زانو گر و عملیات ماشین کاری کاملاً فنی حل نموده اند. شما زانو گرم تولید شده در شرکت آریا را از دو طرف اندازه بزنید، هیچ گونه اختلافی مشاهده نخواهید کرد.
نکات فنی رنگ کاری زانو هنگام تولید زانو به روش گرم
در شرکت اتصالات گاز آریا، به عنوان تنها شرکت پیشرو در تکنولوژی، پس از تولید زانو گرم با رنگ خاص مناسب، قطعات اندود می گردند. محصولات اتصالات جوشی از جمله زانو جوشی گرم یا زانو مانیسمان گرم، پس از تولید کاملا چربی زدایی شده و سندبلاست می گردند. لذا به علت نداشتن هیچ گونه پوشش، پتانسیل بسیار خوبی برای زنگ زدگی دارند.
درست است که از لحاظ فنی، زنگ زدگی در زمان کوتاه و چند روزه، به شرط آنکه کاملاً از زنگ زدوده گردد، اثر منفی در عملکرد جوشکاری ندارد. اما بخش فنی تولید در شرکت اتصالات جوشی آریا، مبادرت به رنگ کاری قطعات نموده اند. این عملکرد باعث می گردد که اتصالات زانو جوشی آریا سالیان سال کاملاً زیبا و با سطح بالا در انبارها باقی بمانند.
انتخاب رنگ بسیار مهم است.
اولاً ضخامت رنگ بسیار بسیار پایین انتخاب می گردد، تا به عنوان عایق مانع جوشکاری نگردد.
ثانیاً نوع رنگ نانو انتخابی طوری طراحی گردیده است که رسانا می باشد. لذا با کوچکترین اثر انبر اتصال صورت می گیرد.
گاهی اوقات با جوشکار گاز در محل پروژه رایزنی کنید، تمامی افراد جوشکار گاز، به شدت از قطعاتی که رنگ شده به سر کار میآیند، گلهمند هستند. علت همان است که استارت اولیه جوشکاری بسیار مشکل دارد و نیز جوشکاری همزمان با دود همراه است.
خوشبختانه محصولات اتصالات جوشی آریا، به هیچ عنوان دود نمی کند و با کوچکترین اثر انبر و الکترود اتصال برقرار میگردد. تا جایی که بسیاری از از جوشکاران گاز، از وجود لایه ای رنگ در روی محصولات اتصالات گاز بیخبر هستند.
نکات فنی بسته بندی در تولید زانو گرم
شرکت اتصالات جوشی آریا سال ۱۳۸۰ تولید خود را در سطح متفاوت از تولیدات سنتی ایران آغاز نمود. در آن برهه زمانی، محصولات با ظاهری نامناسب به بازار عرضه میگردید. متاسفانه این مشکل در بسیاری از صنایع جمهوری اسلامی ایران وجود دارد.
همکاران ما در این شرکت، علاوه بر تولید محصولات با کیفیت سعی نمودند تا شان ارائه جنس به بازار هدف را نیز، در حد کالاهای اروپایی بالا برده و به بستهبندی و کیفیت ارائه محصول توجه ویژه نمایند.
در این راستا از کیسه های بسیار ضخیم و پرقدرت استفاده گردید. ضمنا تمامی محصولات دارای چهار بچه بسته فرعی همراه با پلاک و کد گذاری های خاص محصول ارائه گردید.
به این طریق، عملیات انبارگردانی در اتصالات جوشی گاز که سالها در بازار آهن و فولاد ایران دچار اشکال بود، با راه کار سادهای به یک انبارداری ساده تبدیل گردید.
در شرکت اتصالات گاز آریا، سه گروه کالا تولید میگردد اتصالات جوشی درزدار و اتصالات جوشی مانیسمان و اتصالات جوشی مانیسمان رده ۴۰ .
لذا هر گروه از کالاها با رنگ بسته بندی خاص و با پلاک بسته بندی خاص به بازار ارائه می گردد.
درمقاله روش تولید زانو گرم، سعی گردید تا بخشهای فنی خوبی راجع به تولید زانو گرم به شمار ارائه گردد.
حرف پایانی آن است که در تولید اتصالات، به ویژه تولید زانو به روش گرم، سعی کنید فقط جنس درجه یک و سنگین تولید کرده و از تولید کالاهای غیر استاندارد و ضخامت پایین و نیز استفاده از مواد اولیه نامرغوب دوری نمایید.
در شرکت اتصالات گاز آریا، بر آنیم تا با تکیه بر اخلاق ایرانی و ارائه بهترین و با کیفیت ترین اتصالات گازی، بهترین اتصالات زانو جوشی را در دسترس عموم قرار دهیم.
شما می توانید بهترین اتصالات جوشی گاز را در کنار قیمتی مناسب و کیفیتی بالا با گارانتی مادام العمر در دسترس داشته باشید. یادآور می گردیم که تهیه مواد اولیه کمی گران تر، هزینههای تولید شما را به شدت کاهش می دهد.
ما در اتصالات گاز آریا، اول به تولید سطح بالا میاندیشیم، سپس با ارائه محصولی اعتماد ساز و با تیراژ بالا، منافع مادی و اقتصادی را در سایه جلب اعتماد مصرف کنندگان به دست خواهیم آورد.
دوباره یادآوری می گردیم که اگر در حوزه گاز، تولید می نمایید، بدانید که این حوزه بسیار پرخطر و خطر آفرین است. برخلاف برخی تولیدات که اشتباهات شما ممکن است به چشم نیاید تولید خطرناک در این حوزه می تواند عامل جان مصرفکننده گردد.
ضریب اطمینان در تولید اتصالات گاز بسیار جدی است. لذا اخلاق تولید کننده و کیفیت مواد اولیه و روشهای تولید مدرن مانند اتصالات جوشی آریا می تواند تضمین کننده جان عزیزان هم وطن باشد
ورود به عرصه تولید اتصالات جوشی با حمایت آریا

در راستای حمایت از بخش تولید و در راستای علم محور بودن گروه تولیدی اتصالات جوشی آریا، همکاران و کارشناسان این مجموعه، از جمله مدیر عامل مجموعه خود از طراحان مجموعه ماشین آلات شرکت آریا می باشد. در هر نمایشگاهی وقت کافی در اختیار شما خواهد گذاشت تا با گروه های دانشجویی و دوستان عزیز طراح، همفکری نموده و تجربیات سالهای تولید موفق را در اختیار شما قرار دهد.
میتوانید با قرار قبلی و تعیین وقت، از دانش فنی رایگان مدیر عامل مجموعه بهره مند شوید. این کار در راستای حمایت از بخش تولید کننده جوان و حمایت از تولید با کیفیت ایرانی صورت می گردد.
تولید کننده زانو جوشی گرم و سرد در ایران
آریا جام تولید کننده انواع زانو جوشی درز زیر گروه های زیر می باشد:
- زانو جوشی درزدار در ۳ زیر گروه:
- زانو جوشی مانیسمان :
- زانو جوشی رده ۴۰ :
سوال و جواب های متداول در مورد تولید زانو به روش گرم
روش های تولید زانو جوشی چیست؟
زانو جوشی در کارخانه های تولید زانو مانند کارخانه اتصالات گاز آریا، به دو روش گرم و سرد تولید می گردد.
تفاوت روش گرم و سرد در تولید زانو جوشی چیست؟
روش گرم برای تمامی سایزهای زانو و روش سرد، اغلب در سایز های کوچک مانند ۱/۲ و ۳/۴ استفاده می گردد.
در تولید زانو به روش سرد، از روش هیدرو فرمینگ استفاده گردیده و بدون گرم کردن قطعه لوله و با عبور لوله از داخل یک قالب توخالی که روی لوله را در بر می گیرد، فرم می گیرد.
درتولید زانو به روش گرم، لوله به قطعات مناسب برش می خورد. پس از اینکه در کوره سرخ می گردد، از روی قالبی که به شکل مچ دست میباشد، عبور مینماید.
فرم گرفته تغییر سایز میدهد و از قالب خارج میشود.
ضمناً نوع فولادی که برای قالب زانو گرم استفاده میشود، از نوع فولاد گرمکار می باشد.
در کارخانه آریا جام، کدام یک از انواع زانو جوشی تولید می گردد؟
آریا جام تولید کننده زانو جوشی درزدار، زانو مانیسمان رده ۲۰ و زانو رده ۴۰ به روش گرم از سایزهای ۱/۲ الی ۸ اینچ می باشد. همچنین تولید کننده زانو سرد درزدار در دو سایز ۱/۲ و ۳/۴ می باشد.
تبریک می گوییم! شما با تولید زانو به روش گرم، که از رایج ترین انواع روش تولید زانو جوشی است، آشنا شدید.
با تشکر از اینکه سایت رسمی تولید کننده اتصالات جوشی آریا جام را انتخاب کردهاید.
نیاز به لوله و اتصالات جوشی و ملزومات لوله کشی گاز دارید؟ به بخش لیست قیمت اتصالات مراجعه فرمایید.
در صفحه قیمت اتصالات، می توانید از قیمت اتصالات مانیسمان و قیمت لوله گاز مانیسمان برای لوله کشی گاز توکار و لوله کشی آتش نشانی مطلع شوید.
میدانستید برای لوله کشی گاز فشار قوی ، خرید اتصالات فشار قوی استاندارد، تضمین کننده جان و مال مصرف کننده و تضمین کننده اعتبار پیمانکار ساختمان می باشد؟
آریا جام تولید کننده اتصالات فشار قوی استاندارد با برند بنکار آریا می باشد. تمامی اتصالات فشار قوی این کارخانه، دارای حک استاندارد می باشد.
برای لوله کشی گاز روکار ، نیاز به اتصالات لوله سیاه و اتصالات درزدار دارید؟ قیمت لوله گاز روکار و قیمت اتصالات جوشی درزدار آریا را ببینید و با تخفیف خوب خریداری کنید!
پایین بودن قیمت اتصالات ، در کنار بالا بودن کیفیت و مشتری مداری، از مهمترین علت محبوبیت شرکت آریا می باشد. در کنار تمامی این مزایا، آریا تمامی تولیدات خود را گارانتی مادام العمر کرده است تا با خیال راحت اقدام به خرید لوازم لوله کشی ساختمان نمایید.
میدانستید آریا به عنوان نمایندگی لوله سپاهان و دیگر برندهای معتبر لوله گازی، ارائه دهنده لوله سپاهان گاز، لوله api ، لوله رده ۴۰ ، لوله گازی روکار سنگین، لوله مانیسمان رده ۲۰ می باشد.
خرید عمده لوله گاز از کارخانه های بسیار معتبر تولید لوله، جهت تولید اتصالات جوشی گاز و نظارت بالا بر کیفیت لوله های خریداری شده، باعث شده تا خریداران این مجموعه با خیال راحت اقدام به خرید لوله گازی استاندارد با قیمت مناسب نمایند. لذا شاهد حجم بالای خرید و فروش لوله گازی در این مجموعه هستیم.
در کارخانه تولید اتصالات جوشی آریا، اتصالات لوله گاز فلزی اعم از اتصالات جوشی درزدار، اتصالات جوشی مانیسمان، اتصالات جوشی رده ۴۰، اتصالات سیاه دنده ای و انواع بست لوله تولید می گردد. قیمت تمامی این محصولات در صفحه لیست قیمت لوله و اتصالات موجود می باشد.
هر آنچه در حوزه لوله کشی گاز اعم از لوله کشی گاز توکار، لوله کشی گاز روکار، لوله کشی آتش نشانی و لوله کشی فشار قوی بخواهید، با کیفیت بالا و قیمت مناسب فراهم است.
کافی است با شماره ۰۲۱۳۳۸۶۳۰۳۰ در ساعات کاری ما تماس بگیرید. یا با واتساپ شرکت ۰۹۳۹۳۸۶۱۵۵۸ در ارتباط باشید.
در قسمت وبلاگ سایت، می توانید اطلاعات جامعی راجع به تولید لوله و اتصالات بیابید.
ویدیوهای صنعتی در حوزه تولید، در صفحه اینستاگرام آریاپایپ قابل مشاهده می باشد.












3 پاسخ
با تشکر از اطلاعات خوب درج شده، اتصالات گرم تا چه سایزی موجود هست؟
با سپاس از شما
زانو گرم از سایز ۱/۲ الی ۸ اینچ در ۳ نوع درزدار، مانیسمان رده ۲۰ و مانیسمان رده ۴۰ موجود می باشد.
مطالب بسیار خوبی بود.
چه خوب که اطلاعات و تجربیات خودتون رو که نکات کسب در آمد هستند،در اختیار نیروهای تازه کار میگذارید.
الان برای من قابل مشاهده است که چگونه شرکت آریا به این آوازه بلند و خوشنامی رسیده است.